Optischen Sensoren entgeht nichts
Unterschiedlich strukturierte und gefärbte Oberflächen sowie sehr kleine Objekte mit photoelektrischen Sensoren erkennen
Optische Sensoren sollen die Erkennung transparenter Objekte vereinfachen und industrielle Prozesse optimieren. Wie sich die UV-Technologie die Eigenschaften durchscheinender Materialien zunutze macht und was Infrarot mit dem Erkennen dunkler Kunststoffe zu tun hat, erklärt der folgende Artikel.
Optische Sensoren sind überall in der Automatisierungstechnik zu finden: Sie zählen Glasflaschen auf Förderbändern, erfassen die Position von Platinen in Lötanlagen oder überwachen die Temperatur in der Konfitüre-Produktion. Da sich die zu erfassenden Objekte oft stark voneinander unterscheiden und zudem sehr schnell bewegen, sind die Anforderungen an die eingesetzten Sensoren entsprechend hoch. Sie müssen nicht nur helle und dunkle Oberflächen sicher voneinander unterscheiden können, sondern auch große Erfassungsbereiche abdecken. Induktive und kapazitive Sensoren eignen sich nicht für diese Anwendungen, da sie nur Objekte aus bestimmten Materialien erkennen oder leicht beeinflussbar sind. Eine sichere Erkennung von Gegenständen mit unterschiedlich strukturierten und gefärbten Oberflächen bieten optische Sensoren.
Der Grund für die hohe Genauigkeit optischer Sensoren liegt in ihrer Funktionsweise: Eine Sendediode (LED) emittiert einen Strahl aus gepulstem Licht, der auf das zu erkennende Objekt trifft. Dadurch wird der Strahl einerseits unterbrochen und andererseits zum Teil reflektiert. Abhängig von der Art des verwendeten optischen Sensors wird entweder die Unterbrechung des Strahls oder das vom Objekt reflektiert Licht ausgewertet. Contrinex fertigt ein breites Portfolio optischer Sensoren mit weiten Erfassungsbereichen, das Reflexions-Lichtschranken und Einweg-Lichtschranken über Lichttaster mit und ohne Hintergrundausblendung bis hin zu Sensoren mit Analogausgang umfasst. Im Produktprogramm finden sich auch Sensortechnologien und -größen, die nur bei Contrinex erhältlich sind. Dazu zählen zum Beispiel die TRU-C23-Sensoren für die Erkennung transparenter Objekte und die laut Hersteller kleinsten optischen Sensoren der Welt.

Mit Infrarot dunkle Kunststoffe erkennen
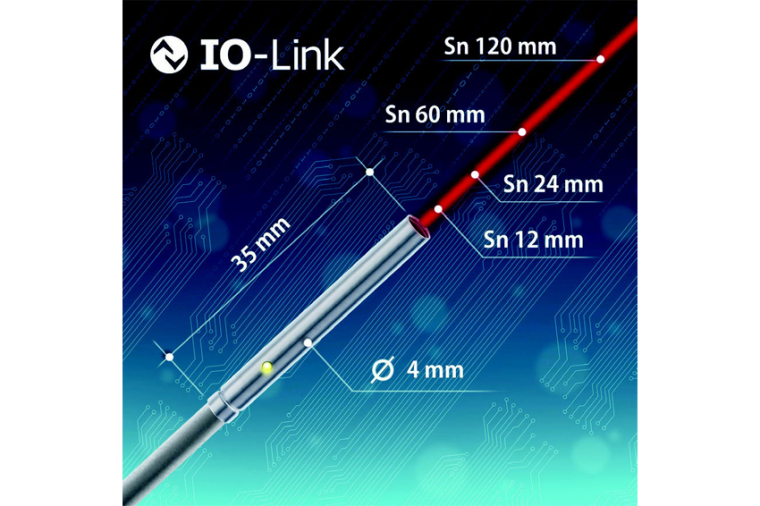
Die photoelektrischen Miniatursensoren eignen sich vor allem für Anwendungen mit sehr kleinem Bauraum. Ein Beispiel sind intelligente Förderbänder in Verpackungsmaschinen. Hier kommen unter anderem photoelektrische Sensoren vom Typ LTI-D04MA-NSK-403 mit einem Durchmesser von vier Millimetern zum Einsatz. Die Sensoren erkennen vorbeifahrende Kunststoff-Trays von unten und stoppen sie, damit die jeweilige Charge gescannt und eingelesen werden kann. Da die zu erfassenden Trays aus dunklem Kunststoff bestehen, entschied sich der Anwender für die Infrarot-Ausführung der Sensoren. Mit einem Infrarot-Messstrahl können – anders als mit Laser oder einer Standard-LED – dunkle Objekte detektiert werden, da diese deutlich mehr Wärme abgeben als helle Objekte. Diese Wärme wird dann vom Sensor erfasst und in ein Schaltsignal umgesetzt. Das Funktionsprinzip von Lichttastern oder Laser-LED ist dagegen anders: Sie erkennen Objekte anhand der Reflexion eines emittierten LED-Strahls. Da dunkle Gegenstände aber kaum Licht reflektieren, kamen diese Technologien für die Detektion der Kunststoff-Trays nicht in Frage.
Der LTI-D04MA-NSK-403 kann Objekte in einem Abstand zwischen 0...12 mm erfassen (Infrarot-LED 880 nm) und ist bei Umgebungstemperaturen im Bereich von –25 ...+65 °C funktionsfähig. Mit einer Ansprechzeit von ≤ 500 ms und einer Schaltfrequenz von <1 kHz (Normal-Modus) detektiert der Sensor auch sehr schnell vorbeifahrende Objekte. Für Applikationen, in denen der Hintergrund vom Sensor nicht erkannt werden soll, liefert Contrinex auch eine Teach-Variante (IO-Link oder Wire-teach). Hier lässt sich die gewünschte Entfernung exakt einstellen.
Transparente Objekte sicher erfassen
Die TRU-C23-Sensoren zur Erfassung transparenter Objekte (Erfassungsbereich: 1.200 mm) basieren auf einer UV-Technologie, die sich die Eigenschaften durchscheinender Materialien zunutze macht. Anders als das Licht anderer Wellenlängen wird polarisiertes UV-Licht selbst von transparenten Objekten größtenteils absorbiert. Deshalb kann der Schwellenwert, an dem die Sensoren schalten sollen, vom Anwender einfach gesetzt werden. Weder die Dicke noch die Form des zu erkennenden Objektes haben dabei einen Einfluss auf das Messergebnis. Das Herzstück der TRU-C23-Sensoren bilden eine LED, die polarisiertes UV-Licht aussendet, und ein UV-Reflektor. Damit erfassen die Sensoren selbst dünne, transparente Gegenstände. Dickere transparente Objekte können mit dem C23-Transparent-Standard-Sensor zuverlässig erfasst werden. Er sendet polarisiertes Rotlicht aus und detektiert Objekte in bis zu 5.000 mm Entfernung. Die Sensoren sind mit einer Pinpoint-LED ausgestattet und können den Hintergrund daher vollständig ausblenden.
Contrinex optimiert seine photoelektrischen Sensoren ständig. Seit dem letzten Re-Design wird zum Beispiel statt Saphir eine Kombination aus PBT/PMMA verwendet. Der Strahl der Infrarot-, Laser- und Pinpoint-LED ist dadurch noch fokussierter und kann jetzt auch sehr kleine Objekte erkennen. Für eine einfache Handhabung gibt es die optischen Miniatursensoren auch als Rotlicht-Ausführung: Hier ist der Lichtpunkt sichtbar und kann deshalb mit geringem Aufwand auf die zu erkennenden Objekte ausgerichtet werden.
Autokollimationsoptik verhindert Blindzone
Für die Erkennung kleiner schwarzer Objekte vor hellem Hintergrund bietet Contrinex Reflexions-Lichttaster mit Hintergrundausblendung. Diese verfügen über ein Doppeloptiksystem mit einem Einstellbereich von 25 bis 500 mm und weisen keinerlei Schwarz-Weiß-Verschiebung auf. Eine spezielle Autokollimationsoptik setzt Contrinex bei seinen Reflexions-Lichtschranken und den TRU-C23-Sensoren ein. Sie verhindern, dass im Nahbereich des Sensors eine Blindzone entsteht, in der keine Objekte erfasst werden können. Die Autokollimationsoptik zeichnet sich durch identische optische Achsen bei Sende- und Empfangskanal aus. Um dies zu erreichen, wird das Licht mithilfe eines halbdurchlässigen Spiegels abgelenkt.
Die Signalaufbereitung der photoelektrischen Sensoren von Contrinex erfolgt auf einem applikationsspezifischen Chip (ASIC) aus eigener Entwicklung. Alle optischen Sensoren der Baureihen C23, C55 und M18 verfügen zudem über eine IO-Link-Schnittstelle und sind damit bereit für intelligente Smart-Factory-Anwendungen. IO-Link ermöglicht nicht nur eine kontinuierliche Überwachung der Prozessdaten, sondern auch das ständige Monitoring des Sensorstatus, die Empfindlichkeitseinstellung und die Überprüfung der Sensor-ID. So kann sichergestellt werden, dass der richtige Sensor am richtigen Ort ist.
Kalibrierung und Installation
Da die meisten Baureihen durch die Parametrierung des ASICS kalibriert werden, ist nur wenig Aufwand nötig. Diese Art der Kalibrierung stellt zudem eine hohe Messgenauigkeit und eine geringe Exemplar-Streuung sicher. Die Sensoren sollen sich einfach in Anwendungen integrieren lassen, da sie in jeder Position montiert werden können. Das gilt für alle Bauarten, insbesondere aber für die miniaturisierten Modelle. Durch die IO-Link-Schnittstelle ist es möglich, die Sensoren in eingebautem Zustand zu justieren.
Autor
Norbert Matthes, Technical Sales Manager
Anbieter
Contrinex Sensor GmbHFriedrich-List-Str. 44
70771 Leinfelden-Echterdingen
Deutschland





Meist gelesen

Antriebe für Tiefsee und Weltall
Lösungen für herausfordernde Einsatzbedingungen wie in der Tiefsee oder im Weltall verlangen kundenspezifische Antriebslösungen, die im Co-Engineering entwickelt werden.
Warum viele Vision-AI-Projekte trotz guter Modelle scheitern
KI-Modelle liefern in der industriellen Bildverarbeitung oft gute Resultate in der Pilotphase, im Serienbetrieb stoßen sie aber schnell an Grenzen.

Sind KIs Jobkiller? Nö! Aber gehypte CEOs vielleicht schon
Die tatsächlichen Produktivitätsgewinne heutiger KIs sind begrenzt. Die eigentliche Gefahr liegt weniger in der Technik als in gehypten Managern. Ein Kommentar.

Es muss nicht immer ein humanoider Roboter sein
Mythomorphes Design eröffnet der sozialen Robotik eine eigene Perspektive. Als Vorbilder dienen Mythen und Fantasiewesen statt Mensch oder Tier. Der Beitrag ordnet Beispiele ein und diskutiert Chancen sowie Risiken.

Echtzeit-Analyse mit KI-gesteuerten Hyperspektralkameras
Hyperspektrale Bildgebung gilt als Schlüsseltechnologie in Einsatzgebieten, in denen neben der visuellen Erscheinung auch die Materialzusammensetzung von Objekten eine Rolle spielt.