Optosensor detektiert Süß- und Backwaren auch bei schwierigen Formen und Oberflächen
Sesotec stellt Produktinspektions- und Materialsortiersysteme für die Lebensmittelindustrie her. Aktuell bei dem Bayerischen Unternehmen im Testbetrieb: ein auf der Contrast-Adaptive-Teach-Technologie (CAT) basierender, schaltender Sensor. Dieser verspricht, jegliche Verunreinigungen von Lebensmitteln auch bei schwierigen Formen und Oberflächen zu detektieren.
ange Haltbarkeiten, eine permanente Verfügbarkeit des kompletten Sortiments, eine hohe Qualität und frei von jeglichen Verunreinigungen oder Fremdkörpern – so die Forderungen der Verbraucher. Zudem möchten die Konsumenten verstärkt wissen, woher die Ware stammt, wo, aus was und wie sie produziert wurde. Gleichzeitig steigen ihre Forderungen nach Lebensmitteln, die frei sind von Gluten, Allergenen, rein vegetarisch oder vegan. Damit wird die Lebensmittelnachfrage bedeutend kleinteiliger, was wiederum einen erhöhten Aufwand für den Produktionsprozess bedeutet.
Die erforderlichen Mengen an Lebensmitteln herzustellen, verlangt eine verstärkt automatisierte Prozesskette. Doch nicht nur die Verbraucher, auch der Handel stellt hohe Ansprüche an die Lebensmittelhersteller und -verarbeiter. Neben der reinen Produktqualität geht es um Themen, wie zum Beispiel eine transparente Produktrückverfolgbarkeit oder schnelle Reaktionswege bei etwaigen Rückrufaktionen. Hinzu kommen erhöhte Anforderungen an Logistiksysteme und Lieferketten.

Einhaltung gesetzlicher Standards
Die Lebensmittelbranche ist zu einem komplexen, global verflochtenen System mit zahlreichen Beteiligten geworden: Rohstoffe werden international in verschiedenen Preis- und Qualitätsstufen eingekauft. Häufig werden sie dann woanders verkauft, gelagert und verarbeitet wie ursprünglich hergestellt. Zunehmende Lebensmitteltransporte, längere Transportwege und Mehrfachverladungen lassen das Risiko hinsichtlich Verunreinigung steigen. „Hersteller brauchen präzise Technologien, um die gesetzlichen Standards hinsichtlich der Lebensmittelsicherheit einzuhalten“, erklärt Hermann Sammer, Leiter R&D bei Sesotec. Allerdings bedeutet ein zunehmender Automatisierungsgrad weniger Personal und weniger Kontrolle durch Mitarbeiter in der Produktionskette. Damit steigt das Risiko, dass eventuelle Fremdkörper in Lebensmitteln nicht erkannt werden.
Zum Erkennen metallischer Verunreinigungen – wie Drähte oder Späne – eignen sich Metalldetektoren beispielsweise von Sesotec. Für die Erkennung von Verunreinigungen aus nicht-metallischen Materialien, wie zum Beispiel Glas oder Kunststoffe, bietet Sesotec Röntgensysteme an. In seiner Funktion als R&D-Leiter arbeitet Hermann Sammer bereits seit vielen Jahren mit Leuze zusammen. Für eine zuverlässige Detektion sowie eine richtige Kennzeichnung bzw. Zuordnung kommen hierbei optische Technologien von Leuze zum Einsatz. Sie gewährleisten, dass die Verpackung nur enthält, was auf dem jeweiligen Etikett auch angegeben ist.
Der dynamische Referenztaster im Testbetrieb
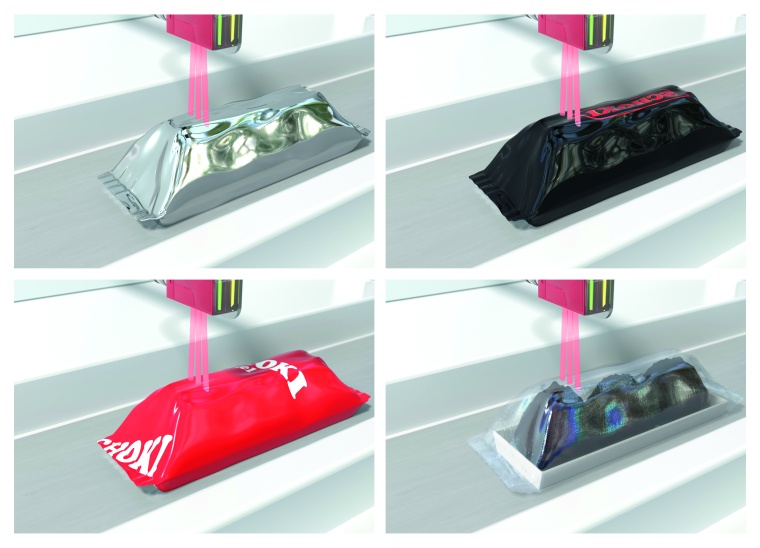
Obwohl Sesotec mit den eingesetzten Leuze-Sensoren zufrieden ist, ist der Maschinenbauer immer offen für neue Ideen und Technologien. Daher kam es zum Testbetrieb des neuen Leuze-Sensors DRT 25C, der auf der Contrast-Adaptive-Teach-Technologie (CAT) basiert. Der schaltende Sensor verspricht, jede Art von Objekt und Produktverpackung wie sie in der Lebensmittelbranche von Sesotec-Metalldetektoren untersucht und auf Verunreinigungen geprüft werden, zu erkennen – unabhängig von deren Farbe, Form und Oberflächenbeschaffenheit. „Solche Objekte sind von herkömmlichen Sensoren, die von der Seite tasten, nicht so einfach zu detektieren. Vor allem, weil Vorderkanten von verpackten Produkten nicht immer zuverlässig zu erkennen sind“, erklärt Andreas Eberle, Key Account Manager Packaging bei Leuze. „Das Problem äußert sich häufig in Form einer Mehrfachtriggerung – vor allem bei hohen Förderbandgeschwindigkeiten“, so Hermann Sammer von Sesotec. Diese Erfahrung macht er vor allem bei unregelmäßigen Formen wie sie zum Beispiel bei Fisch und Fleisch vorkommen. Hierbei handelt es sich meist um individuelle Stücke, die nicht exakt dieselbe Länge und Form haben, ebenso bei Plastikumverpackungen von Obst oder Gemüse.
Um den dynamischen Referenztaster rundum zu testen, werden unterschiedliche Objekte und Verpackungen genutzt. Auf dem Förderband fahren die Objekte in den Metalldetektor ein. Detektiert werden sie vom DRT 25C von oben vor der Einfahrt in den Metalldetektor immer an der Vorderkante und über die komplette Produktlänge. „Der Blick von oben stellt einen großen Vorteil dar. Unregelmäßige Formen werden dadurch deutlich besser erkannt. Bestehende Sensorlösungen am Markt erfüllen diese Aufgabe bislang nur bedingt“, bestätigt Hermann Sammer. Die Testerfahrungen sind bislang positiv, auch bei schwierigen Arbeitsumgebungen wie sich schnell bewegenden und zum Teil auch stark vibrierenden Förderbändern.
Contrast-Adaptive-Teach-Technologie erhöht den Durchsatz
Die Grundidee hinter der Contrast-Adaptive-Teach-Technologie (CAT): Das Objekt kann sich jederzeit ändern. Deshalb arbeitet der DRT 25C statt mit dem Objekt mit seiner Umgebung als konstante Bezugsfläche. In der Verpackungstechnik ist dies das Förderband. Dieses dient als einlernbare Referenz. Sobald der Taster die Kontrastinformation des Bandes eingelernt hat – man spricht dabei von Teach – muss er lediglich intelligent genug sein, dieses Wissen an eine mögliche Umgebungsveränderung anzupassen – genau das macht die CAT-Technologie.
Der DRT 25C lernt über einen Tastendruck die Signalparameter des Förderbandes ein und speichert diese als „Normal Null“. Jedes Objekt, das auf dem Förderband transportiert wird, erzeugt nun ein Signal. Weicht dieses vom Null-Zustand ab, erkennt der Sensor das Objekt als „Abweichung von der Referenz“. Über die Wahl des Teach-Levels wird die Performance des Geräts optimiert. So gibt es beispielsweise eine Teach-Routine für Bänder, die im Laufe der Zeit stark verschmutzen. Ein anderes Teach-Level existiert speziell für die Erkennung von sehr flachen oder transparenten Objekten. Ist der Sensor einmal „geteacht“, ist kein erneutes Einstellen oder Nachjustieren notwendig. Auch nicht beim Objektwechsel, da der Sensor mit dem Band als Referenz zusammenarbeitet.
Autor
Martina Schili, Corporate Communications Manager
Anbieter
Leuze electronic Deutschland GmbH & Co. KGFabrikstraße 18
73277 Owen
Deutschland





Meist gelesen

„Alles wird kleiner und erhält mehr Intelligenz“
Die Intralogistik gewinnt für Baumer immer mehr an Bedeutung. Über aktuelle Trends sprechen wir mit Peter Jürgen Tittes.

Hochgenau von A nach B
Mit maßgeschneiderten Portalsystemen, die selbst anspruchsvolle Taktzeiten und Bewegungsabläufe zuverlässig erfüllen, lassen sich Bauteile schnell und sicher von A nach B bewegen.

Industrielle Qualitätsprüfung mit Contact-Image-Sensoren
Für die Qualitätsprüfung flacher Objekte oder Endlosmaterial sind Contact-Image-Sensoren eine Alternative zu Zeilenkameras. Rauscher erweitert sein Portfolio um Insnex-CIS-Module mit bis zu 3.600 DPI.

Datensicherheit: Die Achillesferse der Industrie
KMU geraten zunehmend ins Visier von Cyberangriffen. Wer seine Daten schützen will, braucht klare Prozesse, moderne Sicherheitslösungen und verlässliche Partner, die Risiken früh erkennen und Angriffe wirksam abwehren.

Warum Logistik über die Wettbewerbsfähigkeit entscheidet
Digitalisierung, Nachhaltigkeit und Resilienz müssen gleichzeitig gelingen – in einer Zeit, in der Kosten steigen und Ressourcen knapp sind. Logistik entscheidet damit über Tempo, Stabilität und Wettbewerbsfähigkeit.