Modifikationsfreie Drehwinkel- und Drehmomenterfassung
Berührungslose Messmethoden für eine integrierte Messung von Drehzahl und Drehmoment
Die Messung von Drehzahl und Drehmoment spielt eine zentrale Rolle in unterschiedlichen technischen Anwendungen, vor allem aber bei Antrieben und Generatoren. Um bei ihnen intelligente Überwachungs- und Steuerungssysteme zu implementieren, ist es relevant, beide Größen genau zu erfassen.
Bei Schiffsantrieben werden Drehzahl- und Drehmomentmesswerte genutzt, um den aktuellen Verbrauch zu bestimmen und zu optimieren. Je genauer und zuverlässiger der Messwert vorliegt, desto höher ist in diesem Fall das Einsparpotenzial durch Verbrauchsoptimierung. Ein weiteres Beispiel, das die Relevanz von genauen Drehzahl- und Drehmomentmesswerten zeigt, liefern Windkraftanlagen. Um die Eingangsgrößen für den stromerzeugenden Generator genau zu bestimmen und somit dessen Effizienz zu steigern, werden Drehzahl und anliegendes Drehmoment am Rotor gemessen. Unabhängig davon, ob es sich um einen Antrieb oder Generator handelt, können die Messwerte zudem genutzt werden, um frühzeitig technische Fehler an den Systemen zu erkennen. Diese werden durch Anomalien in den Messwerten erkennbar. Üblicherweise werden beide Messwerte getrennt erfasst. Dabei sind Drehgeber und Dehnungsmessstreifen (DMS) die jeweils am verbreitetsten Sensortypen. Beide Sensortypen gehören zu den sogenannten berührenden Sensoren. Zudem gibt es noch berührungslose Sensoren, die prinzipbedingt weniger Verschleiß unterworfen sind und folglich länger zuverlässige Messwerte liefern können. Des Weiteren müssen sie nicht direkt auf der Welle angebracht werden. Sensorsysteme anzuflanschen oder aufzukleben kann einen hohen finanziellen, konstruktiven und zeitlichen Aufwand bedeuten, sollte die Welle schwer zugänglich, groß oder aus empfindlichen Materialien sein.
Das Forschungsvorhaben „Modimo“
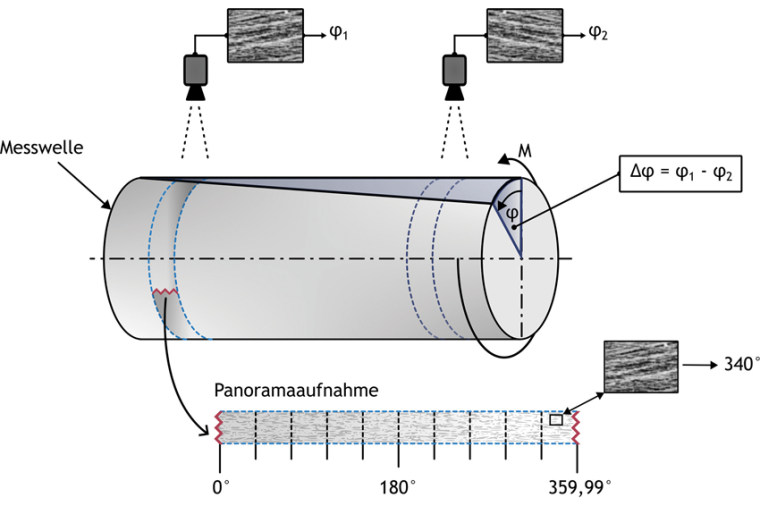
Am IPH – Institut für Integrierte Produktion Hannover wird bereits seit 2014 an berührungslosen Messmethoden geforscht, welche eine integrierte Messung von Drehzahl und Drehmoment erlauben. Im Rahmen der Forschungsprojekte IntegrAD (IGF-Vorhaben 18200 N) und MiniVib (IGF-Vorhaben 20891 N) wurden exakte Muster auf Stahlwellen graviert, wodurch der aktuelle Drehwinkel einer Stelle an der Welle optisch erfassbar wurde. Im Rahmen des Forschungsprojekts Modimo (IGF-Vorhaben 01IF23006N) wird derzeit auf diesen Forschungsergebnissen aufgebaut und eine Methode entwickelt, bei welcher keine Modifikation der Wellenoberfläche erforderlich ist. Das dafür konzeptionierte Messprinzip ist in Abbildung 1 dargestellt.
Die zugrundeliegende Annahme ist, dass die Oberfläche einer Stahlwelle bereits lokale charakteristische Merkmale aufweist. Diese können beispielsweise Riefen oder Fehlstellen sein, und als erkennbare Muster dienen. Die Muster können dann mit einem zuvor aufgenommenen 360°-Panorama der Wellenoberfläche verglichen und der absoluten Winkelposition φ zugeordnet werden. Das anliegende Drehmoment M wird dann durch die erfasste Phasenverschiebung Δφ bestimmt.
Panoramaaufnahme der Wellenoberfläche
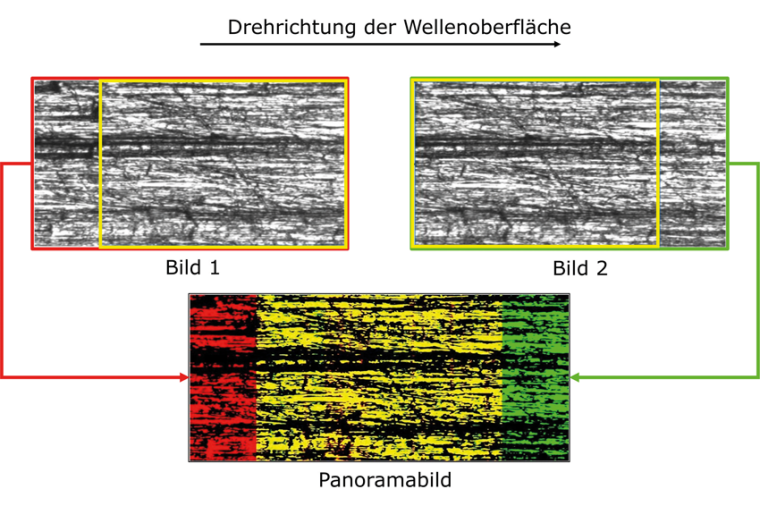
Das erste Teilziel des Forschungsprojekts war demnach, eine Methode zu entwickeln, um die 360°-Panoramen der Wellenoberfläche aufzunehmen. Dabei müssen messtechnische Probleme wie Helligkeitsschwankungen und Verzerrungen der Kamera oder Wellenkrümmung berücksichtigt werden. Um eine Echtzeitfähigkeit der Methode zu ermöglichen, muss die Methode möglichst effektiv und effizient das Panorama berechnen. Diese Anforderungen konnten durch einen Ansatz realisiert werden, welcher mittels Kreuzkorrelation Überschneidungen zwischen aufeinanderfolgenden Bildern bestimmt.
Das prinzipielle Vorgehen für zwei aufeinanderfolgende Bilder wird im Schaubild (Abb. 2) ersichtlich. Darin sind Bild 1 (rot) und Bild 2 (grün) dargestellt, welche beide jeweils einen Teil der Wellenoberfläche mit den markanten Oberflächencharakteristika der Stahlwelle zeigen. In der Zeit zwischen den Aufnahmen wurde die Welle um einige Grad weitergedreht. Dennoch ist ein identischer Bereich der Wellenoberfläche in beiden Bildern abgelichtet. Dieser ist in Bild 1 und Bild 2 jeweils in Gelb umrahmt. Dieser übereinstimmende Bildbereich wird genutzt, um die aufeinanderfolgenden Bilder zueinander auszurichten und zu überlappen. Dies geschieht nun so oft bis eine gesamte Wellenumdrehung erreicht ist und das Ende des Panoramas mit dem Panoramaanfang zusammengefügt werden kann. Das ganze Panorama entspricht somit 360° und den Oberflächenmerkmalen kann ein bestimmter Drehwinkel zugeordnet werden.
Drehwinkelbestimmung mittels Mustererkennung und Evaluation im Laborumfeld
Neben dem Teilziel der Panoramaaufnahme wurden zwei weitere Teilziele gesetzt. Diese sind die Untersuchung und Implementierung einer Methode zur Drehwinkelbestimmung mittels Mustererkennung. Zuletzt soll das entwickelte System im Laborumfeld evaluiert werden. Für die Drehwinkelbestimmung mittels Mustererkennung wird zunächst ein Feature-basierter Ansatz gewählt. Um die Oberflächencharakteristika unter unterschiedlichen Bedingungen robust zu erkennen, werden Merkmalsdetektoren wie beispielsweise der „Scale-Invariant Feature Transform“-Algorithmus (SIFT) und der „Oriented FAST and rotated BRIEF“-Algorithmus (ORB) getestet und verglichen. Aufgrund des relativ kleinen Datensatzes wird zunächst ein Brute-Force-Matcher eingesetzt, um Übereinstimmungen zwischen einem Einzelbild und dem zuvor erstellten 360°-Referenzpanorama der Wellenoberfläche zu erkennen.
Als verbleibendes Teilziel werden abschließend die Grenzen des entwickelten Gesamtsystems erforscht. Bei der Evaluierung im Laborumfeld werden dazu Parameter, wie beispielsweise Drehmoment oder Drehzahl variiert. Zudem sollen Umweltbedingungen, wie unterschiedliche Lichtverhältnisse, Verschmutzungsgrad oder Lagerschäden, am Versuchsstand simuliert werden, um deren Einfluss auf die Genauigkeit des Messsystems zu quantifizieren.
Anbieter
IPH - Institut für Integrierte Produktion Hannover gGmbHHollerithallee 6
30419 Hannover
Deutschland



Meist gelesen

Smarte Beleuchtung als integraler Bestandteil der KI-gesteuerten visuellen Qualitätsprüfung
Das KI-basierte Siemens Inspekto Inspektionssystem bietet einfache Bedienung und Anpassungsfähigkeit an Produktionsbedingungen. Die abgestimmte Beleuchtung liefert klare Bilder selbst bei Herausforderungen.

Echtzeit-Analyse mit KI-gesteuerten Hyperspektralkameras
Hyperspektrale Bildgebung gilt als Schlüsseltechnologie in Einsatzgebieten, in denen neben der visuellen Erscheinung auch die Materialzusammensetzung von Objekten eine Rolle spielt.

Opto-Doppelspitze setzt auf neue Strategie, Technik und operative Prozesse
Opto wird von Markus Riedi und Dr. Daniel Kraus als Doppelspitze geführt. Sie fokussieren auf Internationalisierung, strategische Partnerschaften und Unternehmensstruktur, um Wachstum und Skalierung zu fördern.

Was Anwender und Hersteller über den Cyber Resilience Act wissen müssen
Sicherheitsexperte Thomas Hopfner vom Softwarehersteller MVTec erklärt, warum vernetzte Produktionsumgebungen ein bevorzugtes Ziel für Angriffe sind.

Chatbots für tote, gefährdete und ausgestorbene Sprachen
Möglichkeiten und Grenzen generativer KI für die Weiterbildung.