Automatische Fehlererkennung beim Laserlöten in Echtzeit
Ein Automobilhersteller nutzte einen anstehenden Modellwechsel, um die Fertigung zu optimieren und zu digitalisieren. Im Zuge dessen stieg das Unternehmen auf Laserlöten um – in Kombination mit einer Qualitätskontrolle, die auf künstlicher Intelligenz basiert. Fehler, wie Poren und Spritzer, werden jetzt in den gefügten Nähten automatisch erkannt.
Christian Petersohn, Software-Entwickler bei Scansonic MI, und Michael Ungers, Produktverantwortlicher bei Scansonic MI
Es begann mit einer Anfrage: Im deutschen Werk eines amerikanischen Automobilherstellers stand ein Modellwechsel an. Beim Vorgängermodell eines Mittelklassewagens waren Seitenwand und Dach mit Schweißpunkten verbunden. Die Naht wurde durch eine Zierleiste abgedeckt. Beim neuen Modell sollte diese Leiste entfallen. Die Schweißnaht ist nun für den Kunden sichtbar, was zu höheren Qualitätskriterien führte. Darüber hinaus wollte sich das Produktionsteam stärker auf die Digitalisierung seiner Prozesse konzentrieren.
Deshalb schauten sich die Verantwortlichen nach anderen Fügeverfahren um. Sie identifizierten Laserfügen, genauer gesagt Laserlöten, als Lösung. Das Projektteam fragte bei Scansonic an.
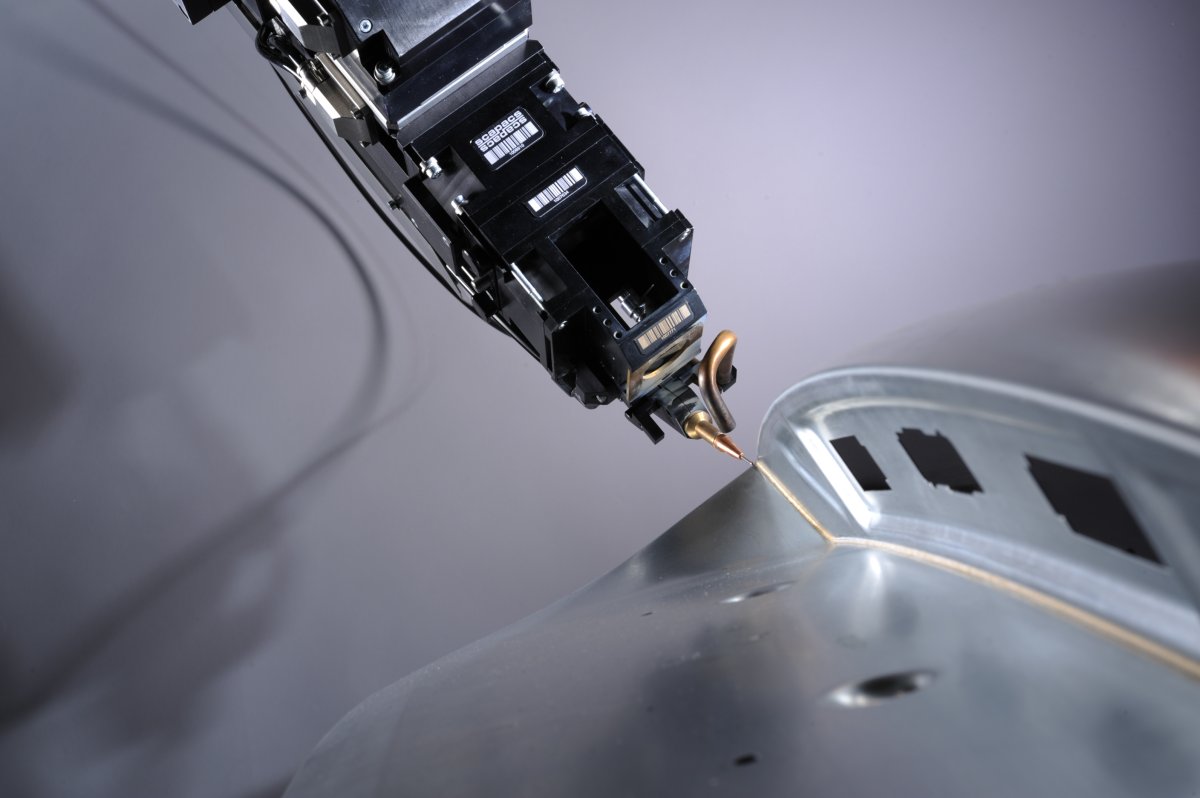
Geschickte, taktile Nahtführung
Die Laseroptik ALO4 hat sich für solche Anwendungen bewährt. Der Laserkopf enthält optional ein Kamerasystem zur Inline-Prozessbeobachtung. Eine prozessbegleitende Bewertung der Naht mittels künstlicher Intelligenz (KI) ist möglich – was die Experten in der Automobilproduktion evaluieren wollten.
Mit der Idee, den Fülldraht zur taktilen Nahtverfolgung zu nutzen, hat sich Scansonic als Lieferant von Laseroptiken im Automobilbereich etabliert. Mittlerweile sind mehr als 7.000 ihrer Laseroptiken für Füge-, Schneid- und Beschichtungsprozesse im Einsatz. Mit der ALO4 ist die vierte Generation der taktil-geführten Laseroptik bei vielen großen Automobilherstellern im Einsatz.
Seit 2017 sind diese Laseroptiken mit dem Prozessüberwachungssystem Sceye ausgestattet. Es besteht aus einem integrierten Beleuchtungsmodul und einer Kamera sowie einem Kontrollmodul im Laserkopf. Die automatische Bildverarbeitung hat zur Entscheidung des Automobilherstellers für Scansonic geführt. Das System kann jedoch mehr als nur den Prozess visualisieren.
Weiterlesen mit Login
Noch nicht registriert?
Registrieren Sie sich jetzt kostenfrei und Sie erhalten vollen Zugriff auf alle exklusiven Beiträge. Mit unserem Newsletter senden wir Ihnen Top-Meldungen aus der Automatisierung, Bildverarbeitung und Licht- und Lasertechnik im Industrieumfeld. Außerdem erhalten Sie regelmässig Zugriff auf unsere aktuellen E-Paper.
RegistrierenAnbieter
Scansonic MI GmbHSchwarze-Pumpe-Weg 16
12681 Berlin
Deutschland



Meist gelesen

Was Anwender und Hersteller über den Cyber Resilience Act wissen müssen
Sicherheitsexperte Thomas Hopfner vom Softwarehersteller MVTec erklärt, warum vernetzte Produktionsumgebungen ein bevorzugtes Ziel für Angriffe sind.

Opto-Doppelspitze setzt auf neue Strategie, Technik und operative Prozesse
Opto wird von Markus Riedi und Dr. Daniel Kraus als Doppelspitze geführt. Sie fokussieren auf Internationalisierung, strategische Partnerschaften und Unternehmensstruktur, um Wachstum und Skalierung zu fördern.

Smarte Beleuchtung als integraler Bestandteil der KI-gesteuerten visuellen Qualitätsprüfung
Das KI-basierte Siemens Inspekto Inspektionssystem bietet einfache Bedienung und Anpassungsfähigkeit an Produktionsbedingungen. Die abgestimmte Beleuchtung liefert klare Bilder selbst bei Herausforderungen.

Chatbots für tote, gefährdete und ausgestorbene Sprachen
Möglichkeiten und Grenzen generativer KI für die Weiterbildung.

Es muss nicht immer ein humanoider Roboter sein
Mythomorphes Design eröffnet der sozialen Robotik eine eigene Perspektive. Als Vorbilder dienen Mythen und Fantasiewesen statt Mensch oder Tier. Der Beitrag ordnet Beispiele ein und diskutiert Chancen sowie Risiken.