CT zur zerstörungsfreien Prüfung von additiv gefertigten Bauteilen
Das Verfahren der additiven Fertigung (AM) hat sich aus den Forschungslaboren der Universitäten zu einem ernst zu nehmenden Verfahren für die Produktion von Bauteilen mit anspruchsvoller Bauteilgeometrie entwickelt und ist somit in der Produktion angekommen. Aufgrund der Fertigungsweise haben sich neue Herausforderungen bezüglich der Prozesskontrolle, Qualitätssicherung sowie Oberflächenbearbeitung ergeben, bei deren Lösung die Computertomografie (CT) als Sensor einen wertvollen Beitrag liefern kann. Am Beispiel von 3D-gedruckten Düsen, deren Oberfläche mittels Hirtisieren nachbearbeitet wurde, werden Möglichkeiten und Grenzen der CT exemplarisch in diesem Artikel erläutert.

Besonders die Freiheiten in Bezug auf Design und Komplexität der Bauteile sowie die Verfügbarkeit von immer mehr Druckmaterialien treibt die Akzeptanz für die additive Fertigung und damit die zunehmende Anwendung in der Produktion voran. Vor allem das L-PBF-Verfahren findet bei einer Vielzahl metallischer Werkstoffe, wie Ti6Al4V, Edelstahl AISI 316L und AlSi10Mg Anwendung. Ein wesentlicher Vorteil dieser Methode ist die Möglichkeit, endkonturnahe Bauteile mit fast hundertprozentiger Dichte herzustellen.
Für eine Untersuchung wurden Düsen über einen L-PBF-Prozess (engl. für Laser Powder Bed Fusion) gefertigt. Das als Ausgangsmaterial verwendete Metallpulver wird hierbei durch Aufschmelzen mittels Laserstrahl zusammengefügt. Die hergestellte Düse kommt beim Laserbohren zum Einsatz. Deren Innendurchmesser verjüngt sich zum Ende hin und lässt sich daher konventionell nur mit hohem Aufwand fertigen.
Dem logischen Trend von manueller Nachfertigung hin zu automatisierten Prozessen folgend, wurden die zu untersuchenden Düsen mittels Hirtisieren weiterverarbeitet. Das Post-Processing- oder Finishing-Verfahren beruht auf einer Kombination aus elektrochemischen Pulsmethoden, strömungs- und partikelunterstütztem chemischen Abtrag und chemischer Oberflächenbearbeitung. Dabei kommen keine mechanischen Bearbeitungsschritte zum Einsatz. Die für die metallische additive Fertigung typischen Oberflächenunebenheiten und Grate werden sicher und reproduzierbar entfernt, aus dem Druck anhaftende Metallpartikel abgelöst und die Oberflächengüte deutlich reduziert. Über mehrere Verfahrensschritte werden zusätzlich anhaftende Oxidschichten (wie Zunder) und Stützstrukturen entfernt. Das Hirtisieren wirkt dabei nicht nur an der (äußeren) Oberfläche des Bauteils, sondern bis tief in Hohlräume und geometrische Hinterschneidungen hinein und bietet so eine Abstimmung auf die Anforderungen und Freiheiten der additiven Fertigung.
Zerstörungsfreie Prüfung durch Computertomografie
Um die Qualität der additiv hergestellten Bauteile zu prüfen, kam in der vorliegenden Untersuchung die Computertomographie zum Einsatz, und zwar sowohl vor als auch nach dem Hirtisieren. Eine Vorbereitung der Daten der Düsen ist nicht notwendig. Im ersten Schritt wurden die nicht-hirtisierten Düsen gescannt, um dann die gewonnenen Daten auf Bauteilfehler und Maßhaltigkeit zu prüfen. Im nachfolgenden Schritt wurden die Düsen mittels Hirtisieren nachbearbeitet und hiernach erneut mittels CT erfasst und ausgewertet.
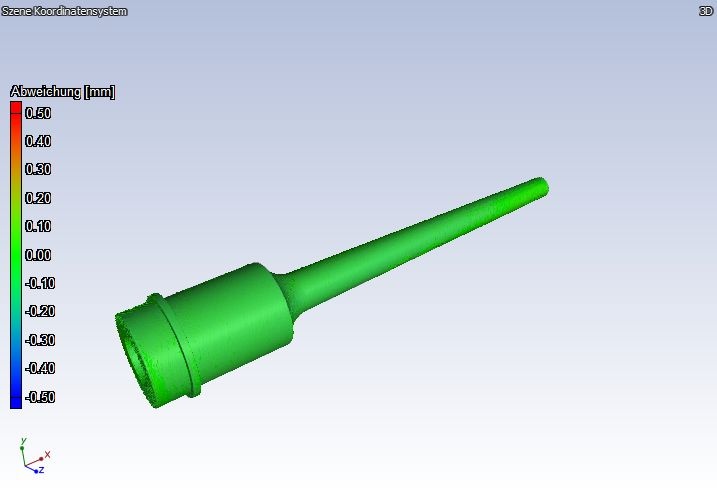
Für den Soll-Ist-Vergleich wurden die segmentierten Volumendaten der nicht-hirtisierten Düsen mittels Best-Fit an den CAD-Daten ausgerichtet und die gefundenen Abweichungen per Farbkodierung angezeigt. Es zeigt sich, dass der 3D-Druck sehr nahe an den vorgegebenen Bauteilkonturen liegt. Die mittlere Abweichung aller Oberflächenpunkte liegt hier bei 40 µm, jedoch weisen 90 Prozent der Oberfläche eine kumulierte Abweichung von ca. 60 µm auf. Es zeigt sich auch, dass die Oberfläche mit Rauheiten von bis zu 25 µm als recht rau zu betrachten ist. Zudem konnten Poren mit einer Größe von 60 µm bis 280 µm nachgewiesen werden.
Beim Betrachten der oberflächenbehandelten Düsen fällt auf, dass die Rauhigkeit der Bauteile deutlich geringer war und die Reste der Stützstruktur vollständig entfernt wurden. Jedoch sind auch einige offengelegte Poren zu sehen. Zudem ist insgesamt eine deutliche Materialreduktion festzustellen.
Materialabtrag in Design miteinbeziehen
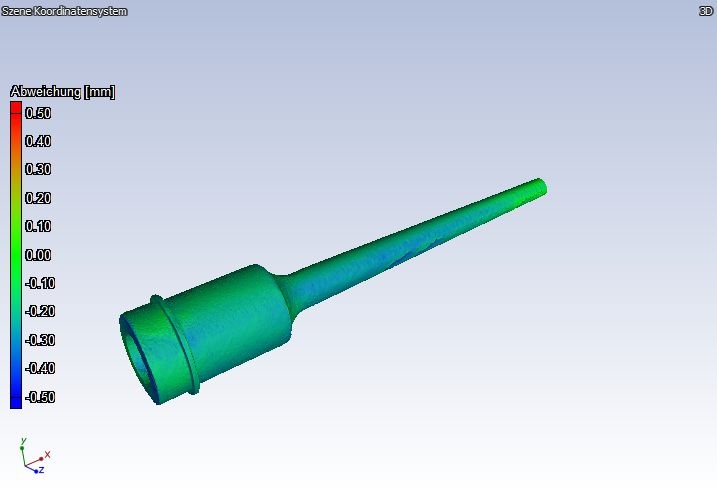
Für die genauere Untersuchung der Materialreduktion wurden die Volumendaten der hirtisierten Düsen mittels Best-Fit an den CAD-Daten ausgerichtet und die gefundenen Abweichungen per Farbkodierung angezeigt. Es zeigt sich, dass das Hirtisieren zu einem allseitigen Materialabtrag führt. Die mittlere Abweichung liegt hier bei ca. 250 µm. Für die Rauigkeit der Oberfläche zeigt sich eine Reduktion von 25 µm auf unter 10 µm.
Der Prozess des Hirtisierens kann also für den metallischen 3D-Druck typische Oberflächenunebenheiten, Grate und anhaftende Metallpartikel sicher und reproduzierbar entfernen und die Oberflächengüte deutlich reduzieren. Der beobachtete starke Materialabtrag von bis zu 250 µm macht es allerdings nötig, das Design entsprechend anzupassen. Zudem zeigt sich, dass die vorhandenen oberflächennahen Poren zu einem Teil entfernt, zu einem anderen freigelegt wurden, was zu den beobachteten Poren führt.
Die Analyse der hirtisierten Düsen zeigt nur noch wenige Poren, alle mit Größen unter 100 µm. Die bei den nicht-hirtisierten Düsen noch vorhandenen oberflächennahen Poren wurden somit entfernt oder freigelegt. Dies macht es nötig, entsprechende Qualitätsanforderungen an den 3D-Druckprozess zu stellen, um ein Auftreten von großen oberflächennahen Poren zu vermeiden. Die damit notwendige Prozessoptimierung kann wiederum direkt mit der CT als Sensor überprüft werden.
Design und Produktion mit CT optimieren
Das Erfassen realer Oberflächen- und Volumendaten für FEM-basierte Simulationen, sowie das Verbessern des Designs und des Produktionsprozesses während der Entwicklungsphase, erweitern die Anwendungsfälle und bieten deutlich verkürzte Entwicklungszeiten bis zur Marktreife.
Denkt man über die sich daraus ergebenden Möglichkeiten im Licht der Industrie 4.0 nach, kommen weitere Anwendungsfälle hinzu:
- CT als Sensor für 3D-Druckqualität und Maßhaltigkeit vor und nach Verfahren wie dem Hirtisieren;
- CT als Sensor zur Prozesskontrolle an verschiedenen aussagekräftigen Zeitpunkten;
- Nutzung der CT-Daten für die Simulation der mechanischen Stabilität oder zum Beispiel der Strömung eines Mediums durch die Düse einfache transparente Dokumentation des Bauteils und aller Analyseergebnisse als digitaler Zwilling.
Setzt man die CT als Sensor vor und nach dem Hirtisieren ein, lässt sich das Design sowie der Druckprozess mittels der gewonnenen Daten entsprechend anpassen und ein Zieldesign für das hirtisierte Bauteil vorherberechnen. Damit lässt sich zukünftig bei der Porenanalyse der nicht-hirtisierten Bauteile prüfen, ob die Pore später freigelegt oder entfernt wird und sich so die Qualitätsvorgaben erfüllen lassen. Verfolgt man diesen Ansatz bis in die Serienreife, lassen sich die gewonnen Daten mittels Datenanalyse statistisch auswerten und so entsprechende Prozess- und Qualitätskennzahlen ableiten. Darüber hinaus lassen sich durch frühzeitiges Erkennen von Schlecht-Teilen Prozessschritte einsparen.
CT ist hierbei das Bindeglied zwischen den einzelnen Fertigungsschritten und ermöglicht die Rückführung der Analyseergebnisse in den Designprozess der additiv hergestellten Bauteile. Insbesondere lässt sich mittels CT prüfen und simulieren, ob das Hirtisieren Poren freilegt oder entfernt.
Nur durch das Zusammenspiel von additiver Fertigung, Design, Druck und Nachbehandlung sowie der CT entsteht ein optimales Produkt. Das heißt, idealerweise werden die additive Fertigung, das Hirtisieren und die Computertomografie kombiniert und in eine Produktionslinie gebracht (gegebenenfalls automatisiert) und so die Rückkopplung zum Designprozess automatisiert.
Technik im Detail
Computertomografie in der additiven Fertigung
Im Rahmen der additiven Fertigung mittels 3D-Druck ergibt sich die Notwendigkeit zur zerstörungsfreien Prüfung (ZfP) zahlreicher Produktaspekte, die in ihrer Gesamtheit mit keiner anderen Prüfmethode, außer der Computertomografie, innerhalb eines Prüfschrittes erfasst werden können. Dazu gehören die Charakterisierung und Prüfung des Druckpulvers (Größenverteilung, Rundheit, Poren, Einschlüsse, Fremdmaterialien) und die Prüfung und Qualifizierung des gedruckten Bauteils (Poren, Fügefehler, Einschlüsse, verbleibende Stützstrukturen im Inneren) vor und/oder nach der Nachbearbeitung. Insbesondere Themen, wie zum Beispiel die Sicherstellung einer ausreichenden Wandstärke, Geometrierichtigkeit und Maßhaltigkeit, sowie die Messung der Oberflächenrauheit sind mit Hinsicht auf mechanische Belastbarkeit und Bauteilfunktion von großer Wichtigkeit.
AUTOR
Lennart Schulenburg, Geschäftsführer von Visiconsult
Anbieter
VisiConsult X-ray Systems & Solutions GmbHBrandenbrooker Weg 2-4
23617 Stockelsdorf
Deutschland




Meist gelesen
Die Zukunft der Intralogistik
Die Intralogistik befindet sich im Wandel: Der Bedarf an qualifizierten Fachkräften steigt, während gleichzeitig neue Konzepte und Technologien entstehen.

Humanoide Roboter erreichen den Mittelstand
Sinkende Kosten, schnelle Einsatzbereitschaft und steigende Flexibilität eröffnen neue Anwendungen jenseits klassischer Insellösungen.

Es muss nicht immer ein humanoider Roboter sein
Mythomorphes Design eröffnet der sozialen Robotik eine eigene Perspektive. Als Vorbilder dienen Mythen und Fantasiewesen statt Mensch oder Tier. Der Beitrag ordnet Beispiele ein und diskutiert Chancen sowie Risiken.

Antriebe für Tiefsee und Weltall
Lösungen für herausfordernde Einsatzbedingungen wie in der Tiefsee oder im Weltall verlangen kundenspezifische Antriebslösungen, die im Co-Engineering entwickelt werden.

Echtzeit-Analyse mit KI-gesteuerten Hyperspektralkameras
Hyperspektrale Bildgebung gilt als Schlüsseltechnologie in Einsatzgebieten, in denen neben der visuellen Erscheinung auch die Materialzusammensetzung von Objekten eine Rolle spielt.