
Exakte Temperaturen für ein optimales 3D-Druck-Ergebnis
08.07.2024 - Infrarotmesstechnik für die additive Fertigung
Wire Arc Additive Manufacturing (WAAM) ist ein additives Fertigungsverfahren, das in den letzten Jahren beim 3D-Druck von Metallen an Bedeutung gewonnen hat. Hohe Aufbauraten, Draht als kostengünstiges und einfach verfügbares Ausgangsmaterial und ein sehr gut kontrollierbarer Prozess sind die wesentlichen Vorteile. Um den 3D-Druck zu optimieren, erfasst ein Berliner 3D-Drucker-Hersteller die Temperaturen im Werkstück mit Infrarotmesstechnik.
Das Berliner Unternehmen Gefertec entwickelt und baut Maschinen, die das Metall-3D-Druckverfahren „Wire Arc Additive Manufacturing“ verwenden. Die Arc-Maschinen, die es als 3- und 5-Achs-Variante in mehreren Größen gibt, integrieren die Lichtbogenschweißtechnologie, eine CAM-Software und eine Werkzeugmaschine zu einer einsatzbereiten additiven Fertigungslösung. Die aktuell größte Ausbaustufe mit einem Bauraum von 8 m3 kann Bauteile bis zu 8.000 kg fertigen. Die zugehörige CAM-Software erzeugt aus den CAD-Daten des Werkstücks die Daten, mit denen die CNC-Steuerung den Schweißkopf exakt positioniert. Die Fertigung des endkonturnahen Werkstücks erledigt die Maschine dann vollautomatisch. Nach dem 3D-Druckprozess wird die Oberfläche des Bauteils je nach Anforderungen der Anwendung noch komplett oder teilweise spanend bearbeitet.
-
 Das Berliner Unternehmen Gefertec entwickelt und baut Maschinen, die das Metall-3D-Druckverfahren „Wire Arc Additive Manufacturing“ verwenden. Bild: Optris
Das Berliner Unternehmen Gefertec entwickelt und baut Maschinen, die das Metall-3D-Druckverfahren „Wire Arc Additive Manufacturing“ verwenden. Bild: Optris -
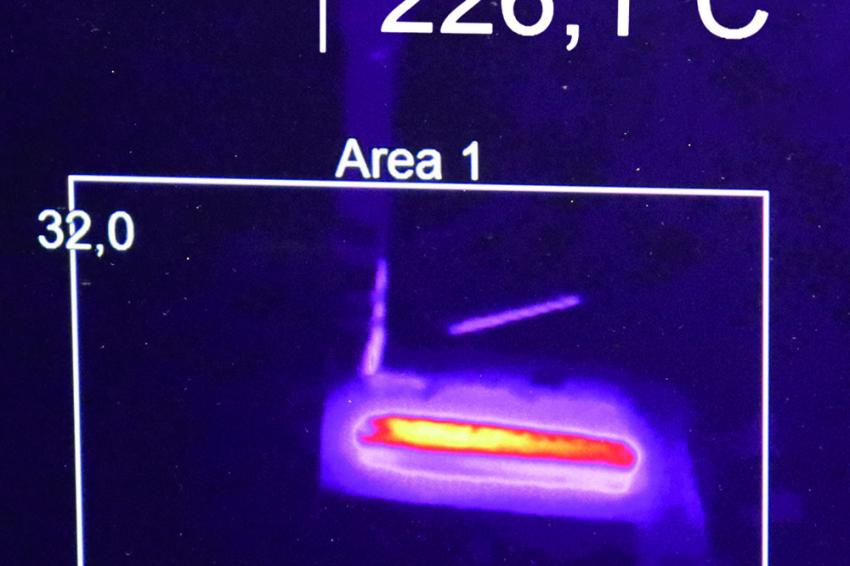 Die Infrarotkamera misst die Temperaturen und deren Verteilung über das gesamte Bauteil, die Software zeigt die Maximaltemperatur an. Bild: Optris
Die Infrarotkamera misst die Temperaturen und deren Verteilung über das gesamte Bauteil, die Software zeigt die Maximaltemperatur an. Bild: Optris -
 Martin Lange (l.) ist Ingenieur in der Produktentwicklung bei Gefertec. Martin Wolter ist als Schweißfachingenieur für den Prozess zuständig. Bild: Optris
Martin Lange (l.) ist Ingenieur in der Produktentwicklung bei Gefertec. Martin Wolter ist als Schweißfachingenieur für den Prozess zuständig. Bild: Optris -
 Die mit dem Pyrometer gemessene Temperatur muss auf einen voreingestellten Wert absinken, bevor die nächste Lage aufgeschweißt wird. Wäre die Temperatur zu hoch, würde die Schichtdicke zu stark variieren und die Geometrie des Bauteils nicht eingehalten. Bild: Optris
Die mit dem Pyrometer gemessene Temperatur muss auf einen voreingestellten Wert absinken, bevor die nächste Lage aufgeschweißt wird. Wäre die Temperatur zu hoch, würde die Schichtdicke zu stark variieren und die Geometrie des Bauteils nicht eingehalten. Bild: Optris
Essentiell: Die Temperatur im Prozess
Die Temperaturen spielen im WAAM-Prozess eine wichtige Rolle. Denn die Temperaturverteilungen im Werkstück und das Abkühlverhalten sind entscheidend, um die Qualität des fertigen Bauteils sicherstellen zu können. „Im Betrieb der Maschine wird erst dann mit dem Aufschweißen begonnen, wenn die darunter liegende Lage auf eine bestimmte Temperatur abgekühlt ist“, erläutert Martin Lange, Mitarbeiter der Produktentwicklung bei Gefertec. Ist die Zwischenlage noch zu warm, führt das zu einem ungleichmäßigen Aufbauverhalten – die Schichtdicke würde zu stark variieren und die Geometrie des Bauteils nicht eingehalten. Die entsprechende Temperaturmesstechnik ist in der Maschine mit einem Pyrometer gelöst. Nach dem Abschluss einer Lage fährt der Schweißkopf zum Startpunkt der nächsten Lage, das Pyrometer misst dann dort die Temperatur des Bauteils. Und erst wenn diese auf den voreingestellten Wert gesunken ist, arbeitet die Maschine weiter. „In den meisten Anwendungen haben wir für die Zwischenlagentemperatur einen Wert von 150 bis 200 °C eingestellt“, sagt der Entwicklungsingenieur: „Dies ist für die Reproduzierbarkeit der Schweißnahthöhe optimal.“
In den Arc-Maschinen, die Gefertec zukünftig ausliefert, sollen Pyrometer aus der CT-Serie von Optris zum Einsatz kommen. Diese haben einen sehr kleinen Messkopf, der sich einfach in die Maschine integrieren lässt. Die separate Elektronikbox, die im Schaltschrank Platz findet, hat mehrere Ausgänge, über die der Wert an die Steuerung der Maschine übergeben wird. Auf diese Weise wird die Zwischenlagentemperatur im Betrieb genau auf den passenden Wert eingestellt.
Um mit einem Pyrometer die Temperatur genau zu bestimmen, muss der Emissionsgrad exakt bekannt sein. Ein Verfälschen der Messung kann auch auftreten, wenn der Blick auf die Messoberfläche nicht ungestört ist. „Mit unseren Arc-Maschinen können wir auch Bauteile aus Titan drucken, wobei allerdings eine starke Schmauchentwicklung nicht zu vermeiden ist“, erläutert Lange das Problem. In diesem Fall bietet sich der Einsatz von Quotientenpyrometern, wie denen aus der CT-Ratio-Serie von Optris an. Da hier das Verhältnis der Intensitäten bei zwei Wellenlängen gebildet wird, bleibt die Messung trotz gestörter Sicht zuverlässig. „Deswegen werden wir die Pyrometer der CT-Ratio-Serie in Zukunft vermutlich in Maschinen einsetzen, wenn der Anwender damit Bauteile aus Titan drucken möchte“, sagt Lange.
Infrarotkameras unterstützen in der Entwicklung
Bei der Entwicklung der Arc-Maschinen und speziell bei der Qualifizierung der Prozesse kommen zusätzlich Infrarotkameras zum Einsatz. „Im Rahmen unserer Untersuchungen ist es von Vorteil, wenn man ein Gesamtbild aufnehmen kann und so eine räumliche Verteilung der Temperaturen erhält“ erklärt Martin Wolter, der als Schweißfachingenieur in der Prozessentwicklung bei Gefertec tätig ist. Dadurch lassen sich Temperaturverteilungen und Abkühlprozesse untersuchen, die für die Qualifizierung der Prozesse benötigt werden. Besonders hilfreich ist dabei eine Spotfinder-Infrarotkamera wie die Xi 400 von Optris. Diese hat eine optische Auflösung von 382 x 288 Pixel.
„Da der verwendete Spektralbereich in der aktuellen Infrarotkamera für den Einsatz an Metalloberflächen nicht optimal ist, erhalten wir nur eine qualitative Aussage und keine realen Temperaturen“, betont Wolter einen kleinen Nachteil der aktuellen Infrarotkamera. Um die tatsächlichen Temperaturen im Schmelzbad und in dessen Umgebung zu bestimmen, wird in Zukunft eventuell mit der PI 1ML eine neue Infrarotkamera von Optris eingesetzt werden, die speziell für Anwendungen mit Metallen konzipiert ist. Sie verwendet eine Messwellenlänge im Bereich von 1 µm. In diesem Spektralbereich ist der Emissionsgrad von Metallen deutlich höher als in dem üblichen Spektralbereich zwischen 8 und 14 µm. Das ermöglicht genauere Temperaturmessungen in dieser Anwendung.
Einfache Auswertung der Thermografiebilder
Die Infrarotkameras von Optris lassen sich über eine USB-Schnittstelle an einen PC anschließen, um so die aufgenommenen Bilder zu übertragen. Mit der Analyse-Software PIX Connect, die Optris zusammen mit den Infrarotkameras ausliefert, lassen sich die Thermografiebilder in Echtzeit auswerten. Und auch eine Archivierung der Aufnahmen ist mit der Software einfach möglich.
Autor
Ingo Stahlkopf, Head of Sales von Optris
Torsten Czech, Head of Marketing



