
Laser-assisted Weld Seam Inspection
1,500 Reliably Inspected Welds Per Audi Sports Car Body
-
 Through a defined, standardized test procedure each weld is always queried at the same time.
Through a defined, standardized test procedure each weld is always queried at the same time. -
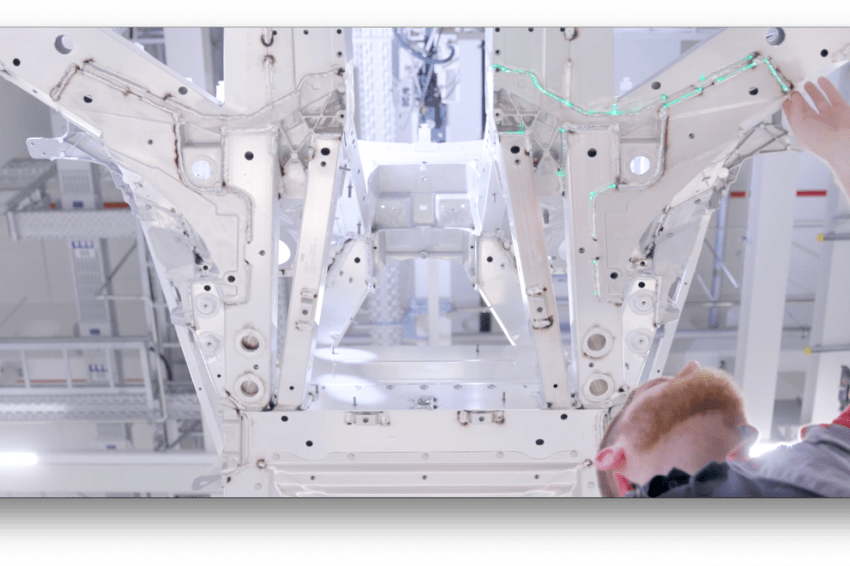
 Display of welds on the body with one of the six laser projection systems in the background.
Display of welds on the body with one of the six laser projection systems in the background.
In the body production of the Audi R8 sports car factory a laser projection system assists the staff in the manual inspection of around 1,500 welds per body. This has to happen within the cycle time to prevent delays in the manufacturing process.
Manual production and quality inspection in the production of high-quality car bodies - this is what you find in the "Audi Böllinger Höfe" factory of Audi Sport GmbH. Here, the Audi R8 super car is built almost entirely by hand. The body construction is also a very special factory operation. The R8 factory is designed for small series production and great variety: "Our highly qualified colleagues build the cars with the greatest of care. They meet the highest quality standards,” says Felix Knoll, Head of Body Construction at Audi Sport GmbH.
100 % Control
In the first step, specialists weld the front end, the centre floor and the rear end from aluminium castings and extruded profiles, then connect the three modules to the substructure. Robots take over the cold connections. The subsequent quality control of the approximately 1,500 welds per R8 body is also carried out by the employees. The fact that even with this procedure it was necessary to carry out a 100% control of each individual weld seam with absolutely reliable detection of faulty connections is something that was indispensable according to Knoll: "A body with just one single unclean weld seam no longer meets our high Audi quality standards and is therefore not suitable for sale."
To answer the question of how to perform a 100 % check of all welds every day, a colleague of Knoll's conducted technology assessment and research across the Group and investigated various technologies for this purpose. The problem was clear: How to check an aluminium weld on an aluminium background? "In our experience, optical methods such as image processing systems which match the whole with a given image, have not been effective previously for this kind of task," said Knoll. "Other technologies such as computed tomography, MRI or augmented reality were also possible candidates, but in the end they also proved to be inappropriate. In the end we opted for a laser projection system from Z-Laser Optoelektronik GmbH, considering the many criteria that have to be met."
Numerous Criteria
The criteria mentioned by Knoll included the requirement that the system had to make it possible to check every weld of every single body within the cycle time in order to avoid delays in the production flow. In addition, it was necessary for the implementation period to fit the conditions in the production of the R8 models, as Knoll explains: "The implementation of the system had to be feasible in terms of time and space. The space in such a plant is naturally always limited. The main difficulty here in our body construction was that we had to integrate the system into existing plant, i. e. the space for such a laser cell was limited and we had to realize the system with the available space. That's why we installed suspensions, lifting platforms and peripherals such as power and data cables so that our partner Z-Laser would be able to put its laser system into operation without any problems.” In addition to these technical and space constraints, another prerequisite for the realization was that the system had to remain within a specified budget.
"However, in view of the large number of welds and the required reliability of the quality inspection we definitely wanted to provide our employees with assistance in testing all welds", Knoll emphasizes. Already in the technology search phase, he and his colleagues came across the Freiburg-based company Z-Laser that has been specializing in the production of laser sources for innovative customer applications for several years. "At the beginning of 2016, Z-Laser was on-site with a test device for demonstration purposes, and we were quickly convinced that the system could meet our requirements." Detailed system feasibility studies were followed by final system selection and assembly, and in October 2016, the order was placed.
Subsequently, the company assisted Knoll and his team with the integration of the laser system into the plant as well as with its programming. In April 2017, the system was put into operation, inspecting the bodies of the Audi R8 Coupe as the first model variant. Only a short time thereafter the complete series program could be displayed on the system.
Laser Projection Shows Test Points
The Audi engineer describes the course of the test as follows: "We map our 3D body dataset in the system, and the laser system projects this dataset onto the actual body from different directions via a total of six LP-HFD2 laser projectors. For this purpose, the bodies to be checked are first sent to reference points via the provided conveyor equipment. Afterwards, the employee selects the correct position and the current model and can then click through the steps of the inspection via a remote control of the laser system similar to a PowerPoint presentation. Depending on the position of the weld, a suitable laser projector then projects green laser lines onto the body, thus indicating the target position with the start and end point of the welds to the employee. On this basis he can compare the projection with the actual weld and easily recognize whether the single weld is present and whether the given length is correct. However, the quality of the weld must be assessed by the employee himself.” A green laser source was chosen to produce a maximum brightness impression on the viewer.
In the production process, three employees are responsible for the visual inspection. One checks the welds using the Z-Laser projection system. The other two from the so-called Quality Control Group (QCG) inspect these visually in different stages of production, so that each volume is covered in the 4-eye principle. According to Knoll, employees need to be very experienced in these tasks and not only have to know all production volumes, but also their location in order to be able to identify faulty processes and correct them if necessary.
Efficient Solution
Knoll is very satisfied with the solution that has been running smoothly for several months now: "We have become significantly more efficient with our test procedure and can now integrate more test volumes into the QCG employees' workflow, which were previously controlled elsewhere."
Among other things, the Audi engineer finds it very useful that thanks to this application, "with the help of software we can decide at which time and in which position of which laser a certain weld seam position is displayed. We have thereby a defined, standardized test procedure, i.e. every weld is always queried at the same time.” This way, it is possible to quickly and easily train new employees on the system so that they can independently carry out the inspection of a body.
The system shows a high degree of flexibility for the adaptation of test procedures, e.g. if a new model or model changes lead to a change in the welds, according to Knoll: "The CAD data of the volumes to be tested serve as a basis. This dataset is assigned a time in the test procedure and defines in which position and from which laser the projection should take place. Using a small program, new data packets are converted into projection data. If they are small volumes, e.g. a modified weld, we are able to implement the corresponding change in the test procedure within a few minutes. "In a new model, the definition of the test procedure and the definition of the projection without fine-tuning requires a workload of about 2 to 3 weeks. "However, we can implement this without further external support," emphasizes the project manager an important advantage of the system.
Knoll rated the collaboration as very good and problem-oriented: "The project has been optimized with helpful suggestions from Z-Laser and is now an integral part of optimizing the manual inspection of welds in the production of our R8 models."
Contact
Z-Laser GmbH
Merzhauserstr. 134
79100 Freiburg
Germany
+49 761 29644 44
+49 761 29644 55



