Integrating Intelligent Lighting into Machine Vision Systems
The integration of lighting and lenses into a unified control environment for application development and operation improves various aspects and paves the way to Industry 4.0.
While individual components in a machine vision system have their own functionality, the end result is achieved as a result of the way they work together. Optimizing the setup of individual components to achieve the best imaging solution for a particular application can be both time-consuming and challenging. There are therefore compelling arguments for integrating components such as lighting and lenses into a unified control environment for application development and operation. ‘Plug & play’ intelligent lighting improves the speed and ease of development of vision solutions, provides advanced lighting control functionality and makes lighting data and information available throughout the system. This also provides the foundations needed for implementation within Industry 4.0, especially in the context of diagnostics and predictive maintenance.
One Environment for Developing Machine Vision Solutions
Setting the correct lighting intensity is a critical factor in optimizing the image required for a particular inspection or measurement using a machine vision system, together with choosing parameters such the camera gain and exposure time. If the light needs to be strobed and/or overdriven, these parameters will also need to be set. However, if the lighting and camera can be connected and integrated with adjustment through a single interface, it is possible to see immediately the impact that the adjustment of each component is having on the resultant image in terms of signal to noise ratio, contrast etc. This not only simplifies set up and development but ensures that advanced lighting parameters for accurate strobing and overdriving can be set to synchronize seamlessly with camera triggering and exposure times. This can be particularly important where the use of multiple lights and cameras might require the set-up of complex sequencing configurations. The inclusion of intelligence in the lighting system then brings additional layers of lighting control which can include monitoring, sensing and feedback of lighting intensity to automate lighting performance and further improve illumination consistency.
Facilitating Lighting Set-Up and Control
Delivering sufficient light consistently and reproducibly to an imaging scene is essential to ensure accurate and reliable machine vision measurements. Precise lighting control is critical since a number of factors can affect LED output. These include the maximum rating of the light, the amount of current used to drive it, the temperature of the light (since LED output decreases with temperature) and the number of hours that the light has run (since LED output decreases slowly over time). In addition, for many applications, lights are operated in pulsed mode rather than continuous operation, either to freeze motion, or deliver increased light output or both. By driving the LED with more than its standard current rating (overdriving) in short pulses, more than 100 % continuous brightness can be delivered when extra light intensity is needed. Within intelligent lighting, pulse frequency, triggering, duration and intensity can be easily and automatically monitored and controlled to prevent damage to the light. This usage information is also important for operational or diagnostic purposes as well as a reference for pre-emptive maintenance of the system. This easy control also allows the implementation of more advanced functions including complex sequencing which otherwise might have been considered to need specialist setup. A dedicated lighting controller can be configured to drive the LED in the required manner, but connectivity is critical to achieving an integrated system. Ethernet connectivity lies at the heart of single environment integration for lighting systems in industrial machine vision applications, from PLC-driven automation systems through to GenICam compatible open protocol PC-controlled systems.
Unified Automation and Machine Vision Control Environments
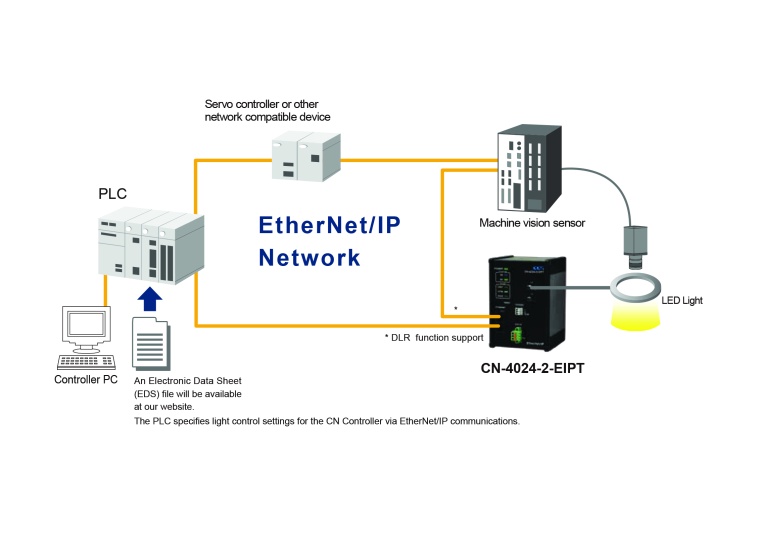
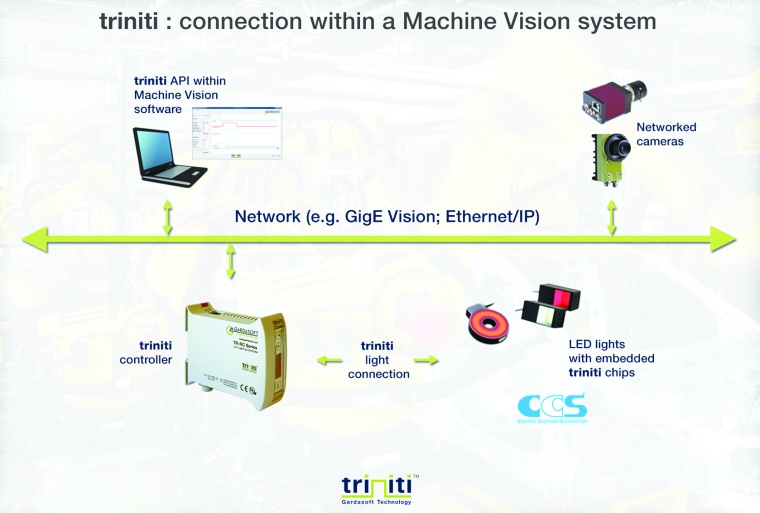
In many industries, particularly automotive and food, automation systems utilize PLCs on industrial networks such as Ethernet/IP. Smart lighting controllers for these types of network provide easy connectivity for lighting setup, control and maintenance. A PLC program editor can be used to set up the lighting control functions such as strobing, overdriving, pulsing or continuous operation. The values for accumulated trigger count, accumulated lighting duration based on light intensity and strobe time, lighting delay and error status can all be made available through the Ethernet/IP network. For PC-controlled machine vision systems, the ideal configuration is an integrated system where control for both camera and lighting parameters is provided through a single software interface in a ‘plug-&-play’ environment. This makes systems much easier to create, configure and commission. Both open and closed environments are available, and importantly both allow the selection of lights in a variety of form factors, including ring lights, square lights, bar lights, flat lights, dome lights and co-axial lights to allow for an enormous range of applications. Open environments, such as triniti lighting systems from CCS utilize standard machine vision networking and communication architectures such as GigE Vision and GenICam. This approach allows the use of any GigE Vision camera, together with a lighting controller and intelligent lights from a number of different manufacturers which can store lighting data within the light itself. The control system can automatically access an individual LED’s information such as the maximum strobe and overdrive capabilities to help with system configuration. Access to dynamic operational data such as on-time, and hours of operation allows remote diagnostics and data-logging. APIs are available for a number of imaging and application processing software packages to provide a single control interface within the user’s preferred image processing environment. Within the Compact Vision System (CVS) space, systems are more typically vendor-specific and their integration of machine vision components commonly utilizes dedicated closed protocols. Nevertheless, a similar lighting integration approach can be applied in these more closed environments, except the set-up and control of the lighting is performed using vendor-specific camera software. Closed configurations may include an integrated lighting controller in the system that can be used with external LED lights, or use specially developed LEDs, which have their own integrated controller.
Extending the Reach of Intelligent Lighting
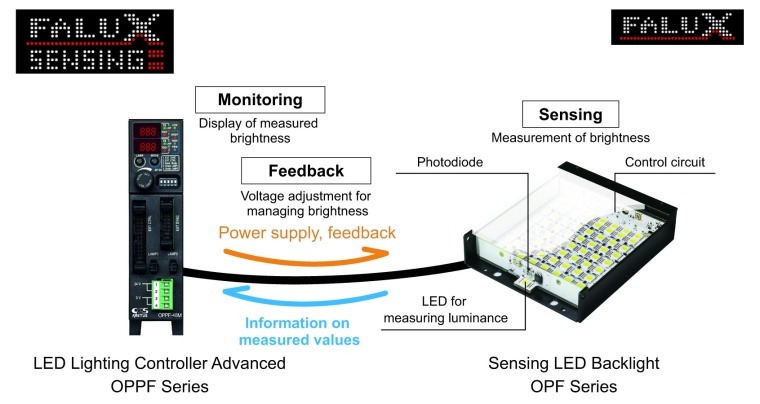
LED lights used in machine vision are typically assemblies containing a number of individual LEDs. As discussed before, a number of factors affect the intensity output of an LED, including temperature, the length of time that it has run, and any variations in the input voltage. Some specialist applications, particularly in the glass, semiconductor, pharmaceutical and microscopy sectors require very accurate control of lighting intensity over time. To meet these needs intelligent lighting technology has been developed featuring lighting control and illumination feedback functionality. These lights are available in a variety of form factors and feature multiple built-in photodiodes, to allow accurate measurement of individual LED brightness both for continuous operation and in pulsed mode, as well as a temperature sensor. Using constant current circuitry dependent on the input voltage, any variations in the forward current of individual LEDs are corrected to give uniform brightness. In addition, a temperature compensation circuit corrects for fluctuations in brightness due to changes in operational or ambient temperature. Since all operational information is seamlessly available via GenICam these intelligent lighting systems can also be integrated with cameras, imaging software and diagnostic systems for control in a single environment.
Preparing for Industry 4.0
Intelligent lighting solutions are available across a variety of platforms, enabling machine vision systems to be more easily set up and configured both now and in the future. However, with lighting information and data for diagnostics and predictive maintenance readily available over these networks the foundations are also in place for future integration into Industry 4.0-enabled environments, where data exchange between components and subsystems is an essential requirement. One approach to the correlation of automation and machine vision intelligence is the OPC UA platform-independent open standard for machine-to-machine communications. Under the direction of the VDMA Machine Vision Group work has been ongoing on the OPC UA Vision standard which describes the interface between automation and machine vision in a uniform form. Part 1 of this standard has been completed and work has begun on Part 2, which will include investigation of the possible interaction of GenICam and OPC UA Vision adding even greater importance to GenICam compatibility for intelligent lighting systems.



most read

It Does Not Always Have to Be a Humanoid Robot
Mythomorphic design adds a distinct perspective to social robotics. Inspired by myths and fantasy rather than humans or animals, the article classifies examples and examines related opportunities and risks.

Weld Seam Inspection Through Optical Coherence Tomography
A stand-alone OCT-based sensor system enables precise, continuous seam inspection in GMA welding, reducing the effort required for downstream quality checks.

3D laser scanning for 100 percent inspection
Modern production requires precise, fast, and fully automated inspection processes. The robot-assisted inline measurement system Flexscan meets this requirement with two 3D compact sensors

Spectronet Collaboration Conference 2025
International Conference for Photonics and Machine Vision
Automatic Defect Detection in Laser Welding and Brazing with AI
Process Monitoring in Automotive Production.