
Choosing the right machine vision camera for your application
Advances in camera sensor technology and systems design are allowing higher speeds and resolutions than ever before.
Multi-camera systems are increasingly the choice for complex vision systems covering entire manufacturing lines. This article explains the options available, their suitability for different applications, and how to configure a system for reliable performance.
Most camera inspection system developers start by defining comprehensive requirements, listing each machine vision task, and collecting a range of sample parts to be imaged. After deciding what must be accomplished — such as OCR (optical character recognition), barcode reading, metrology, obtaining high-quality color images, looking at high speed events, or some other task — the design phase typically starts by selecting an industrial machine vision camera.
-
 Image: Emergent
Image: Emergent
Knowing industrial camera and optic specifications is critical when trying to select the right camera for a machine vision application. The relationship between sensor and lens enables a camera to capture a properly illuminated image of an object. During an industrial image processing operation, the camera sensor converts light (photons) from a lens into electrical signals (electrons). The resulting signal, typically generated using either a charge-coupled device (CCD) or complementary metal oxide semiconductor (CMOS) image sensor, produces an image consisting of pixels. Processors then analyze the image, which is comprised of dark pixels caused by low light levels and bright pixels resulting from more intense light levels.
-
 Figure 1: Line scan cameras inspect moving objects by capturing a single line of the image at a time, then building a 2D image for analysis. Higher speeds and increasing resolutions are increasing inspection capabilities and speeds, with 100GigE line scan cameras providing resolution of 8K 256 TDI capable of line rates as high as 1000KHz. Image: Emergent
Figure 1: Line scan cameras inspect moving objects by capturing a single line of the image at a time, then building a 2D image for analysis. Higher speeds and increasing resolutions are increasing inspection capabilities and speeds, with 100GigE line scan cameras providing resolution of 8K 256 TDI capable of line rates as high as 1000KHz. Image: Emergent
Numerous manufacturers offer cameras, including line scan, area array, high-speed, high-resolution, and analog to ultraviolet (UV), monochrome, color, NIR, SWIR, IR, multispectral, and hyperspectral. Each industrial camera type boasts unique functionalities.
This article addresses the key factors that must be considered when selecting a machine vision camera. It addresses radiation type, resolution, pixel size, quantum efficiency, frame rate, exposure time, camera size, image transfer speed, and other factors. It also outlines what to look for when it comes to the technologies involved in high-speed machine vision applications such as camera interfaces and their protocols, processing technologies, and software.
-
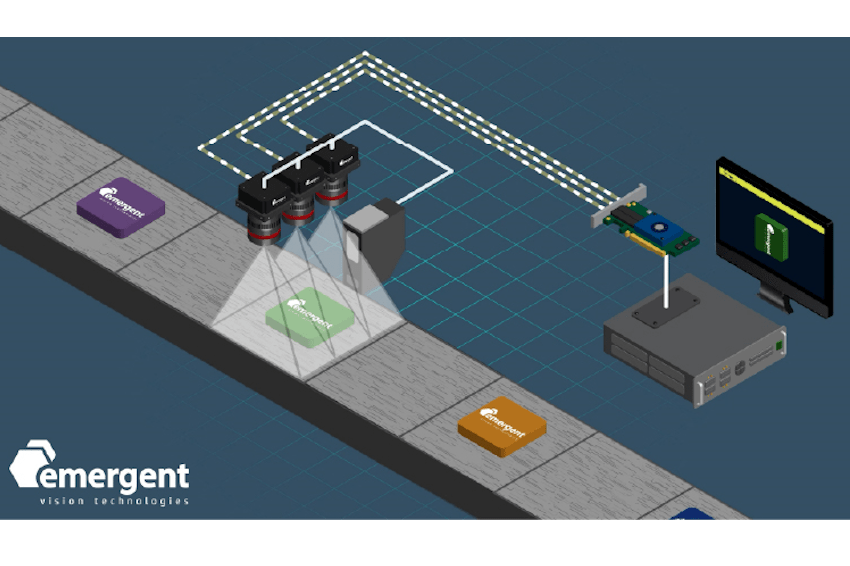 Figure 2: Most image acquisition applications use area scan cameras like in this example. New area scan camera technologies equipped with the latest sensor technologies are enabling more speed and resolution, capturing detail despite objects moving at higher speeds in manufacturing environments. For example, a 10GigE camera measuring only 29 x 29 mm is capable of 25MP and 35 frames per second. Image: Emergent
Figure 2: Most image acquisition applications use area scan cameras like in this example. New area scan camera technologies equipped with the latest sensor technologies are enabling more speed and resolution, capturing detail despite objects moving at higher speeds in manufacturing environments. For example, a 10GigE camera measuring only 29 x 29 mm is capable of 25MP and 35 frames per second. Image: Emergent
Because choosing the right machine vision camera (or computer vision camera) can be a daunting task, this article explains this complex environment and helps with selection of an optimal camera to address specific needs. We look at the differences between RDMA-, TCP-, and UDP-based GigE implementations within the context of high-speed, RDMA-ready machine vision cameras available today for such systems.
Read more about camera choices and system design for machine vision here.
Contact
Emergent Vision Technologies
2160-955 Seaborne Ave
V3B 0R9 Port Coquitlam, British Columbia
Canada
+1 866 780 60 82



