
Vision Sensors as Monitoring System Provide Various Advantages and Reduce Plant Cost
08.10.2020 -
-
 Various stamped and deep-drawn metal sheets are welded to form a supporting element of the bodywork. Image: ifm
Various stamped and deep-drawn metal sheets are welded to form a supporting element of the bodywork. Image: ifm -
 Image: ifm
Image: ifm -
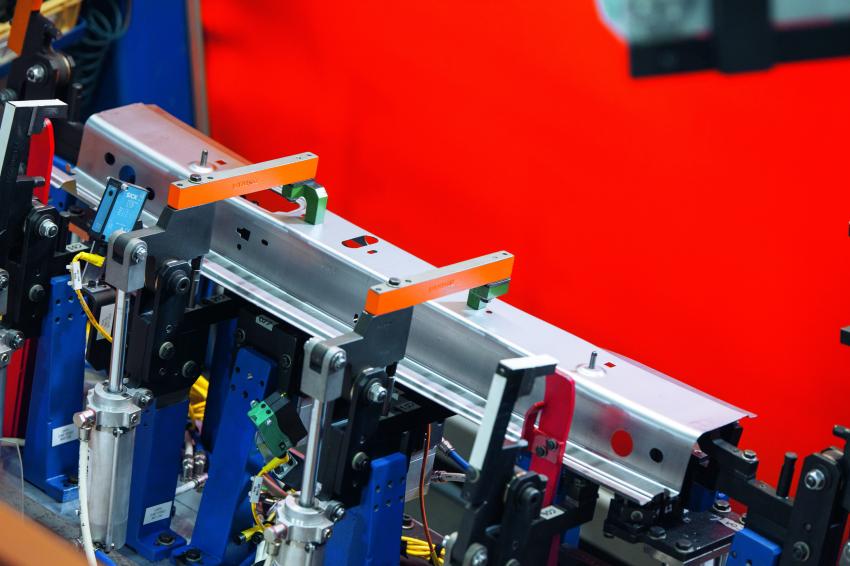
 The 3D sensor simultaneously monitors several positions. Image: ifm
The 3D sensor simultaneously monitors several positions. Image: ifm
The automotive manufacturer Opel in Rüsselsheim relies on innovative technology in production. At a welding robot various stamped and deep-drawn metal sheets are welded to form a supporting element of the bodywork. A 3D camera monitors the position and the fixing of the sheet metal parts.
The Sensor
Ifm’s O3D302 vision sensor is a 3D camera with integrated image evaluation. The resolution of the PMD image sensor is 176 by 132 pixels. For each of the 23,232 pixels the sensor supplies a precise distance value – up to 25 times per second. In contrast to laser scanners, the Ifm 3D sensor has no moving parts. Therefore, it is especially robust, small and cost effective. Since the 3D image is evaluated in the sensor, external image evaluation is not needed. The distance between the clamp and the sensor is evaluated via definable positions in the camera image (called ROIs, region of interest). The integrated evaluation detects if the tension lever is “open” or “closed”. The events are transferred to the controller using the integrated Ethernet interface via TCP/IP, Profinet IO or EtherNet/IP. The live camera image can also be provided. Using the Vision Assistant software, the user can easily set the sensor parameters, define ROIs or configure the output function, for example. This software is available both for Windows PCs and for iPads.
Looking Down from the Top
Two of these sensors are installed above the welding system, one in the placement area (component placed), the other in the actual welding area. Both look down from the top to the sheet metal to be welded and their clamps in the installation equipment. The advantage of the O3D is that you only need one sensor and can then redefine ROIs in the software. We have aligned the ROIs to the end positions of the clamps and the workpieces and then we simply use the distance measurement for detection: ‘Is a component present’ or ‘Has the clamp reached its end position?’
Cost Savings
Instead of many sensors only one single 3D sensor simultaneously detects the position at several points in the equipment. Using the O3D vision sensor, approximately 80 % of the conventional sensors can be replaced in this plant. There are even more saving potentials by reducing cabling, installation accessories and I/O points at the controller.
Visualization
For transparency in the process, Opel have installed a monitor for visualization in the plant. Besides graphic process visualization, the O3D can also provide a live image. Thanks to the live image, the advantage of the ifm sensor is that we have assigned end positions to the clamps and components, which are visualized in the image. The red-green color change symbolizes to the operator if a workpiece has been placed and if the clamp is open or closed. This does not mean any more programming work because the sensor parameters have to be set anyway, and the live image is provided by the sensor.”
Space Saving
Due to the fact that instead of several sensors, now only one sensor is needed for the detection of several positions and this sensor is installed high above the plant, there are advantages for the construction of the plant. Claus Moog: “The use of the O3D sensor provides us with completely new possibilities; for example, we have more construction space and more space for accessibility to welding tongues. Furthermore, we can eliminate the susceptibility to failure of conventional sensors. Since the sensor is installed high above the welding area, weld spatter cannot reach it which would damage it over time as is possible with conventional sensors installed close to the welding tongues.”
Prospects
The experience made in this pioneer plant at Opel is overall positive. This will influence future developments in plant construction.
The O3D vision sensor was introduced in close cooperation with the developers of the vision sensor. Fabian Gulla: “The cooperation with ifm is very good. We had several meetings directly with the developers. So we could gain insight into important findings such as ‘how does the sensor work?’, ‘what do I have to note?’, ‘what size must my clamp be so that it can be reliably detected’?”
Conclusion
Fewer sensors, simpler plant construction, no interference due to weld spatter – the vision sensor as a monitoring system provides numerous advantages and considerably reduces the plant cost. Other production plants can also be equipped with the vision sensor and thus optimized.




